


Relaunch Promotion

Product Showcase




20×1.50mm HSS GT SPIRAL FLUTE TAP
Rp1.469.000
Spiral Flute
Sherwood HSS Taps are the general purpose option for thread cutting in most materials including steel, some stainless steels, cast irons and non-ferrous materials such as Aluminium, Brass and many others.
Manufactured with precision ground flutes for producing accurate thread forms, Sherwood Taps are available in all the popular thread forms and as straight Flute `Hand` Taps in 3 leads, Fluteless, Spiral Flute, or Spiral Point Machine Taps and also Long Series.
Sherwood Tap dimensions conform to ISO529 apart from NPT Forms which conform to ANSI 94.9. Straight Flute and Fluteless Taps are manufactured with a standard Bright Finish whereas the Machine Taps have an Oxidised Finish for best results dissipating the heat build-up associated with these applications.
Thread Forms are Class 2 medium fit tolerance.
For all technical and dimensional specifications please refer to our catalogue.
Out of stock
SKU : SHR0850560F
Spiral Flute
Sherwood HSS Taps are the general purpose option for thread cutting in most materials including steel, some stainless steels, cast irons and non-ferrous materials such as Aluminium, Brass and many others.
Manufactured with precision ground flutes for producing accurate thread forms, Sherwood Taps are available in all the popular thread forms and as straight Flute `Hand` Taps in 3 leads, Fluteless, Spiral Flute, or Spiral Point Machine Taps and also Long Series.
Sherwood Tap dimensions conform to ISO529 apart from NPT Forms which conform to ANSI 94.9. Straight Flute and Fluteless Taps are manufactured with a standard Bright Finish whereas the Machine Taps have an Oxidised Finish for best results dissipating the heat build-up associated with these applications.
Thread Forms are Class 2 medium fit tolerance.
For all technical and dimensional specifications please refer to our catalogue.
Specification :
Brand : Sherwood
eCl@ss Code : 21010210
Shank Diameter (mm) : 14.00
Size x Pitch (mm) : M20.0 x 1.50
Square A/F : 11.20
UNSPSC Code : 27112806
Weight each : 131g
Related products
-
 1/4″ (6mm) CHS COVENTRY DIE HEADRead more
1/4″ (6mm) CHS COVENTRY DIE HEADRead moreWS Style Coventry Dies Head
Robust and reliable. Can be used on a variety of manual or automatic* machines. Can be supplied with any other straight or tapered shank. Takes standard Coventry type chasers. Repair parts readily available.
*Supplied with spring band closer. Set for single cut only. -
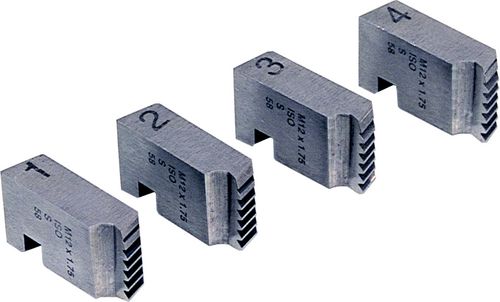 M4x0.70mm CHASER DIE 6mmD/HD TYPE S20Read more
M4x0.70mm CHASER DIE 6mmD/HD TYPE S20Read moreCoventry Type Chaser Dies – ISO Metric: Throat Angle S20
Cutting takes place only on the throat and the first full tooth; the remaining threads are above centre height and act as a nut, ensuring accurate pitch. Ideal for batch work or continuous production of threaded steel bar. Coventry dies are not interchangeable. An original set of new dies must always be used together. When taken from the diehead the set of dies should be retained in its box until required again.
Throat Angles
20° for general work and soft steels – supplied as standard.
33° âBâ type for cutting brass, available on request.Grinding Dies
Only two angles are ground on Coventry dies, the throat angle and the rake angle and in the particular case of Holozone dies only the throat angle is ground. All dies in a set must be ground on the throat at the same time and since they cannot be accurately ground by hand, a die grinding fixture must be used.Marking & Materials
Each die is marked with: diameter, pitch, type of die and gauge number. Non-standard or special dies are marked with an SD number which should be quoted when re-ordering. When a set of dies has been re-ground several times by grinding the throat angle, the height of the cutting edge rises above centre. This condition must be rectified by grinding the rake angle until the die height is correct according to the number shown on the die. -
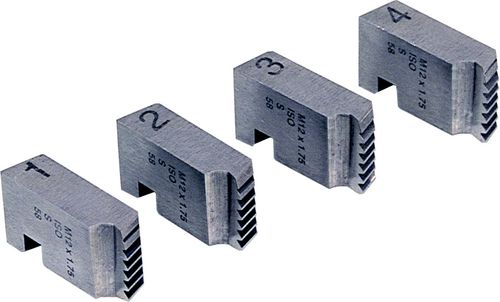 M10x1.50mm CHASER DIE 12mm D/HD TYPE S20Read more
M10x1.50mm CHASER DIE 12mm D/HD TYPE S20Read moreCoventry Type Chaser Dies – ISO Metric: Throat Angle S20
Cutting takes place only on the throat and the first full tooth; the remaining threads are above centre height and act as a nut, ensuring accurate pitch. Ideal for batch work or continuous production of threaded steel bar. Coventry dies are not interchangeable. An original set of new dies must always be used together. When taken from the diehead the set of dies should be retained in its box until required again.
Throat Angles
20° for general work and soft steels – supplied as standard.
33° âBâ type for cutting brass, available on request.Grinding Dies
Only two angles are ground on Coventry dies, the throat angle and the rake angle and in the particular case of Holozone dies only the throat angle is ground. All dies in a set must be ground on the throat at the same time and since they cannot be accurately ground by hand, a die grinding fixture must be used.Marking & Materials
Each die is marked with: diameter, pitch, type of die and gauge number. Non-standard or special dies are marked with an SD number which should be quoted when re-ordering. When a set of dies has been re-ground several times by grinding the throat angle, the height of the cutting edge rises above centre. This condition must be rectified by grinding the rake angle until the die height is correct according to the number shown on the die. -
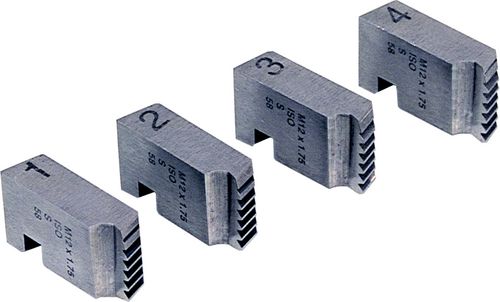 M8x1.25mm CHASER DIE 12mm D/HD TYPE S20Read more
M8x1.25mm CHASER DIE 12mm D/HD TYPE S20Read moreCoventry Type Chaser Dies – ISO Metric: Throat Angle S20
Cutting takes place only on the throat and the first full tooth; the remaining threads are above centre height and act as a nut, ensuring accurate pitch. Ideal for batch work or continuous production of threaded steel bar. Coventry dies are not interchangeable. An original set of new dies must always be used together. When taken from the diehead the set of dies should be retained in its box until required again.
Throat Angles
20° for general work and soft steels – supplied as standard.
33° âBâ type for cutting brass, available on request.Grinding Dies
Only two angles are ground on Coventry dies, the throat angle and the rake angle and in the particular case of Holozone dies only the throat angle is ground. All dies in a set must be ground on the throat at the same time and since they cannot be accurately ground by hand, a die grinding fixture must be used.Marking & Materials
Each die is marked with: diameter, pitch, type of die and gauge number. Non-standard or special dies are marked with an SD number which should be quoted when re-ordering. When a set of dies has been re-ground several times by grinding the throat angle, the height of the cutting edge rises above centre. This condition must be rectified by grinding the rake angle until the die height is correct according to the number shown on the die.