


Relaunch Promotion

Product Showcase





171 K20 BRAZED TOOL
Rp337.000
Kennedy Cranked Turning Tools – K20
Brazed Tip Turning & Boring Tools
Manufactured in three standard grades. (All sizes are nominal). Manufactured to ISO DIN BHMA Standards.
P40: Roughing to heavy roughing of steel and steel castings using heavy feeds and low to medium cutting speeds. Also used under unfavourable conditions, particularly where intermittent cutting is involved. This grade is also suitable for planing operations and for machining manganese steel.
P30: Carbide tipped tools are suitable for heavy duty turning and boring on all classes of steel. Suitable also for interrupted cutting and machining at low speeds and heavy feeds.
K20: General-purpose tools for most applications. Ideal for machining cast iron, non-ferrous metals, bakelite etc. Combines wear resistance with toughness when rough turning at moderate cutting speeds. Suitable for high feed rates.
Out of stock
SKU : KEN1003090K
Kennedy Cranked Turning Tools – K20
Brazed Tip Turning & Boring Tools
Manufactured in three standard grades. (All sizes are nominal). Manufactured to ISO DIN BHMA Standards.
P40: Roughing to heavy roughing of steel and steel castings using heavy feeds and low to medium cutting speeds. Also used under unfavourable conditions, particularly where intermittent cutting is involved. This grade is also suitable for planing operations and for machining manganese steel.
P30: Carbide tipped tools are suitable for heavy duty turning and boring on all classes of steel. Suitable also for interrupted cutting and machining at low speeds and heavy feeds.
K20: General-purpose tools for most applications. Ideal for machining cast iron, non-ferrous metals, bakelite etc. Combines wear resistance with toughness when rough turning at moderate cutting speeds. Suitable for high feed rates.
Specification :
Brand : Kennedy Industrial
Cut : LH
eCl@ss Code : 21010901
Shank Height x Width : 3/4″ x 3/4″
Tool No. : 171
UNSPSC Code : 23241601
Weight each : 460g
| Weight | 1 kg |
|---|
Related products
-
 M4x0.70mm CHASER DIE 12mm D/HD TYPE S20Read more
M4x0.70mm CHASER DIE 12mm D/HD TYPE S20Read moreCoventry Type Chaser Dies – ISO Metric: Throat Angle S20
Cutting takes place only on the throat and the first full tooth; the remaining threads are above centre height and act as a nut, ensuring accurate pitch. Ideal for batch work or continuous production of threaded steel bar. Coventry dies are not interchangeable. An original set of new dies must always be used together. When taken from the diehead the set of dies should be retained in its box until required again.
Throat Angles
20° for general work and soft steels – supplied as standard.
33° âBâ type for cutting brass, available on request.Grinding Dies
Only two angles are ground on Coventry dies, the throat angle and the rake angle and in the particular case of Holozone dies only the throat angle is ground. All dies in a set must be ground on the throat at the same time and since they cannot be accurately ground by hand, a die grinding fixture must be used.Marking & Materials
Each die is marked with: diameter, pitch, type of die and gauge number. Non-standard or special dies are marked with an SD number which should be quoted when re-ordering. When a set of dies has been re-ground several times by grinding the throat angle, the height of the cutting edge rises above centre. This condition must be rectified by grinding the rake angle until the die height is correct according to the number shown on the die. -
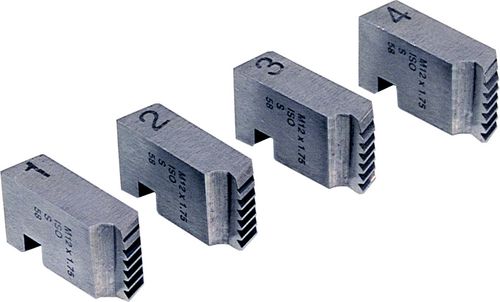
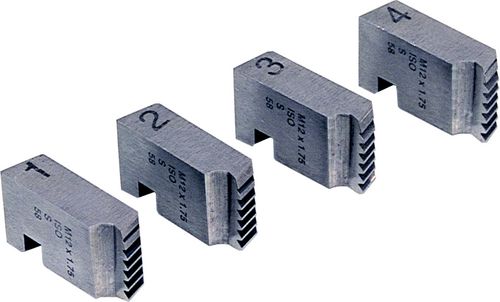
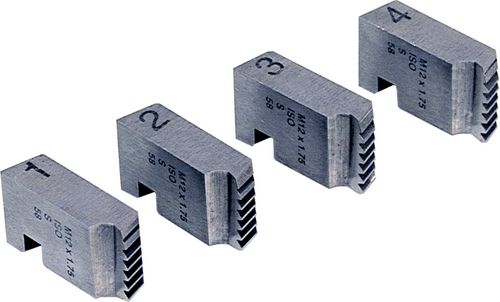 M12x1.75mm CHASER DIE 12mm D/HD TYPE S20Read more
M12x1.75mm CHASER DIE 12mm D/HD TYPE S20Read moreCoventry Type Chaser Dies – ISO Metric: Throat Angle S20
Cutting takes place only on the throat and the first full tooth; the remaining threads are above centre height and act as a nut, ensuring accurate pitch. Ideal for batch work or continuous production of threaded steel bar. Coventry dies are not interchangeable. An original set of new dies must always be used together. When taken from the diehead the set of dies should be retained in its box until required again.
Throat Angles
20° for general work and soft steels – supplied as standard.
33° âBâ type for cutting brass, available on request.Grinding Dies
Only two angles are ground on Coventry dies, the throat angle and the rake angle and in the particular case of Holozone dies only the throat angle is ground. All dies in a set must be ground on the throat at the same time and since they cannot be accurately ground by hand, a die grinding fixture must be used.Marking & Materials
Each die is marked with: diameter, pitch, type of die and gauge number. Non-standard or special dies are marked with an SD number which should be quoted when re-ordering. When a set of dies has been re-ground several times by grinding the throat angle, the height of the cutting edge rises above centre. This condition must be rectified by grinding the rake angle until the die height is correct according to the number shown on the die. -
 M20x2.50mm CHASER DIE 20mm D/HD TYPE S20Read more
M20x2.50mm CHASER DIE 20mm D/HD TYPE S20Read moreCoventry Type Chaser Dies – ISO Metric: Throat Angle S20
Cutting takes place only on the throat and the first full tooth; the remaining threads are above centre height and act as a nut, ensuring accurate pitch. Ideal for batch work or continuous production of threaded steel bar. Coventry dies are not interchangeable. An original set of new dies must always be used together. When taken from the diehead the set of dies should be retained in its box until required again.
Throat Angles
20° for general work and soft steels – supplied as standard.
33° âBâ type for cutting brass, available on request.Grinding Dies
Only two angles are ground on Coventry dies, the throat angle and the rake angle and in the particular case of Holozone dies only the throat angle is ground. All dies in a set must be ground on the throat at the same time and since they cannot be accurately ground by hand, a die grinding fixture must be used.Marking & Materials
Each die is marked with: diameter, pitch, type of die and gauge number. Non-standard or special dies are marked with an SD number which should be quoted when re-ordering. When a set of dies has been re-ground several times by grinding the throat angle, the height of the cutting edge rises above centre. This condition must be rectified by grinding the rake angle until the die height is correct according to the number shown on the die. -
 M4x0.70mm CHASER DIE 6mmD/HD TYPE S20Read more
M4x0.70mm CHASER DIE 6mmD/HD TYPE S20Read moreCoventry Type Chaser Dies – ISO Metric: Throat Angle S20
Cutting takes place only on the throat and the first full tooth; the remaining threads are above centre height and act as a nut, ensuring accurate pitch. Ideal for batch work or continuous production of threaded steel bar. Coventry dies are not interchangeable. An original set of new dies must always be used together. When taken from the diehead the set of dies should be retained in its box until required again.
Throat Angles
20° for general work and soft steels – supplied as standard.
33° âBâ type for cutting brass, available on request.Grinding Dies
Only two angles are ground on Coventry dies, the throat angle and the rake angle and in the particular case of Holozone dies only the throat angle is ground. All dies in a set must be ground on the throat at the same time and since they cannot be accurately ground by hand, a die grinding fixture must be used.Marking & Materials
Each die is marked with: diameter, pitch, type of die and gauge number. Non-standard or special dies are marked with an SD number which should be quoted when re-ordering. When a set of dies has been re-ground several times by grinding the throat angle, the height of the cutting edge rises above centre. This condition must be rectified by grinding the rake angle until the die height is correct according to the number shown on the die.